Off-line internal inspection of pipelines – an important tool for investment decisions
A natural gas leakage was detected on the unpiggable high-pressure DN 600 pipeline Kasejovice–Mikulášov in Czech Republic after 50 years of operation. The pipeline was excavated and found to suffer from extensive corrosion; corrosion of a similar extent was also found when another section of the pipeline was excavated on the same location. The operator therefore decided to carry out inspection on a representative 15 km section in order to check the actual condition of the pipeline system and, based on its result, to determine further procedure for repair or renovation.
Conventional in-line inspection during operation was not feasible on this pipeline section, and therefore the inspection was carried out “off-line”. An ultrasonic inspection tool was propelled through the pipeline section with a controlled speed by water.

CEPS provides a comprehensive portfolio of pipeline services and pipeline integrity services needed during pre-commissioning, commissioning, decommissioning, shut-down, repair and rehabilitation as well as pipeline abandonment works.
In the field of internal inspections CEPS provides propelling of ULTRASONIC, MFL, TFI and any other inspection tool in the pipeline when the flow of transported medium is insufficient or medium is not available. Our company uses water or combination of water/air as the substitute propelling medium and assure constant inspection tool velocity so that the operator gets high quality inspection data.
This method also enables ultrasonic inspection of gas pipelines. CEPS provides turn-key solutions of off-line inspections, design, and manufacturing of temporary launching/receiving traps.
The course of standard off-line inspection carried out by CEPS is described in the following.
Cause of the gas leak – general corrosion
The natural gas leakage was detected on the DN 600 high-pressure gas pipeline Kasejovice–Mikulášov in spring 2016 in South Bohemia near village Čížová.
The pipeline segment was excavated and extensive corrosion damage was discovered (see figure 1).

Figure 1 – DN 600 pipeline corrosion
Subsequently, another preventive excavation found a similar corrosion damage of the pipeline nearby. Both corrosion defects were repaired using composite-filled steel sleeves (see figure 2).

Figure 2 – A composite-filled steel sleeve on a pipe
The pipeline was constructed mainly from spiral welded tubes (630 × 7 mm, made of Czech steel similar to L 245 NB) bituminous coating reinforced with glass fibres. This type of pipeline hadn’t shown any corrosion defects signs at the locations inspected in the past.
The longitudinal welded pipes (630 × 8 mm, made of Czech steel similar to L 245 NB) were used in locations with difficult accessibility and for production of cold bends only. Jute-bituminous coating was applied on site manually.
20 m long pipeline segment was excavated in the location where the gas leakage was detected and pipes of the both types were found. As expected, the coating of spiral welded pipes was in good condition. On the contrary, the coating of bends was in a bad condition.
Removal of the coating revealed several general corrosion spots. In addition to that, almost zero cathodic protection potential was detected in the location. Therefore, it was concluded that the cause of the corrosion and the resulting gas leak were poor quality coating of the bends together with very low cathodic protection potential.
A repair or even a replacement
Based on the corrosion damage findings, the operator was seeking answers to the following questions:
- What is the actual extent of the corrosion at the DN 600 gas pipeline?
- Is the corrosion damage present only in this single location or are there more corroded spots?
- Are there also different types of defects present? How many and where?
- Are they worth repairing?
- Would it not be better to replace by new one?
The pipeline was not designed for ILI. That is why an alternative solution had to be found. A solution that answered the operator’s questions turned out to be off-line ILI of a representative DN 600 pipeline section. As a suitable pipeline inspection tool a UT tool with metal loss sensors and a mapping module was selected.
Definition of a representative section for ILI
The pipeline operator selected 15,4km section between Borečnice and Sedlice shut-off valves for the ILI. This segment contained the original leak spot near Čížová (see figure 3). The route started near the Otava river and ran through uninhabited little developed countryside towards the village Sedlice.
The DN 600 pipeline was designed as unpiggable. Therefore, it was not equipped with either launching or receiving pig traps.
Figure 3 – The pipeline route (blue line)
Schedule of work
Prior to the ILI, the pipeline section had to be put out of operation – isolated from the network. These required earthworks in several locations, and construction of temporary access roads to the job sites after obtaining permits from the local authorities. The ILI tool was supplied by a subcontractor. Based on the dimensions of the ILI tool, temporary launching and receiving traps were designed and manufactured. The described preparatory work started two months before the inspection tool run.
Overall, the whole job comprised the following subsequent stages:
- Property access permits
- Design and manufacturing of the temporary pig traps
- Cathodic corrosion survey by Pearson method
- Access roads construction
- Earthworks in the locations of planned DN600 pipeline disconnections and in the branching locations
- Provision of a temporary gas supply to the affected end-users by means of CNG trucks
- Disconnection and blinding of branch pipelines and isolating of inspected pipeline section
- Shutting-down the inspected pipeline section
- Mechanical cleaning and gauge pigging of the pipeline section
- Chemical cleaning of the pipeline section
- A controlled run of a calliper pig propelled by air through the pipeline segment
- A controlled run of the UT (+MAPPING) ILI tool propelled by water
- Drying of the pipeline section
- Interconnections of branches and putting the section in operation
Pre-inspection pipeline assessment – examination of piggability
The pipeline section was shut-down and isolated from the network. Afterwards, it was put out of service using nitrogen inerting mixture produced on site. Subsequently, the cutting works were done and the pig launching and receiving traps were welded to the ends of the pipeline section.
The pipeline was cleaned by a gauging pig equipped with a pig tracker. A diameter of an aluminium plate fitted to the pig had been defined by the ILI subcontractor. Approximately 2 dm³ of debris were removed. All the segments of the aluminium plate were deformed after the run (see figure 4). Nonetheless, neither cuts nor scratches were present. After examination of the aluminium plate, the ILI subcontractor approved to proceed with a calliper pig run.

Figure 4 – A gauging pig
The calliper pig was propelled by compressed air (see figure 5). Based on the calliper pig data the ILI subcontractor confirmed that there were no unacceptable geometric defects in the pipeline. Hence, the UT ILI tool run was approved.

Figure 5 – A calliper pig run
Chemical cleaning
One day before the UT pig run, chemical cleaning of the pipeline segment was performed. A CEPS proprietary cleaning agent PETROSOL was used for the job.
Tasks of chemical cleaning were:
- To remove residues of hydrocarbon condensate from the historical transportation of city gas
- To remove a major portion of residual natural gas odorant.
The chemical cleaning prevented contamination of the water used for the UT pig run with hydrocarbons and the odorant.
Off-line UT ILI
CEPS purpose designed, manufactured and installed special pig traps for launching and receiving the ILI tool, see figure 6 and figure 7.

Figure 6 – Launching/receiving pig trap
Water from the Otava River was used to propel the pig. After the inspection the water was drained back into the river stream. To maintain the velocity of the ILI tool above 0.5 m/s, as recommended by the tool supplier, the water pumping flowrate had to be at least 540 m³ /h. During the inspection the whole pipeline section (4560 m³) was filled with water.

Figure 7 – Launching/receiving pig trap
Water was pumped from the river into the pipeline indirectly. Low pressure pumps were feeding the water into two mobile container tanks. From the tanks water was pumped into the pipeline section by two parallel diesel-fuelled pumps FPMU 420/60 MARLY – max flowrate 2 × 420 m³/h, max discharge pressure 63 bar. The overall aerial picture of the job-site set-up is presented in figure 8.

Figure 8 – An aerial photo of the job-site
During the inspection run water was pumped into the pipeline at a flowrate of 175 dm³/s (630 m³/h) for nearly 7.5 hours. The following head loss components had to be compensated by the pumps’ discharge pressure reaching up to 20 bar – elevation difference of the pipeline route, UT ILI tool’s friction loss, air backpressure and hydraulic loss.
ILI tool velocity was recorded and is presented in figure 9, which explicitly shows that the tool’s velocity was stable and in an optimal operation range as recommended by the ILI tool supplier
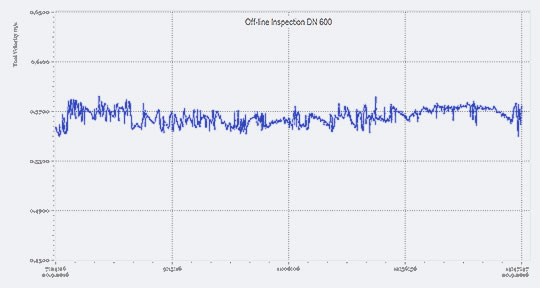
Figure 9 – UT tool’s velocity record
After the ILI tool run the pig traps were removed and the inspection data were downloaded. An initial data screening showed that the quality of the dataset was high enough for further processing and interpretation. The first run of the ILI tool was, therefore, successful.
Putting the pipeline back into service
Twelve hours after the inspection tool run the water from the pipeline was drained back into the Otava River and pipeline drying was initiated. The drying was terminated when the dew point of water in air at the pipeline section outlet stabilized at −20 °C. The whole drying job took two days. The drying air was produced by a drying unit with an output flowrate of 3600 m³/h. The dry pipeline segment was re-connected to the pipeline network, filled with nitrogen inerting mixture and put into service.
ILI data interpretation
After the inspection tool run, the downloaded data was analysed and interpreted. Corrosion defects already repaired with steel sleeves were not further considered as defects. The results in the final report were compared to records of past repairs of the pipeline section near village Čížová. As shown in figure 10 and figure 11 the defects detected by the UT tool matched the real pipe condition very well.
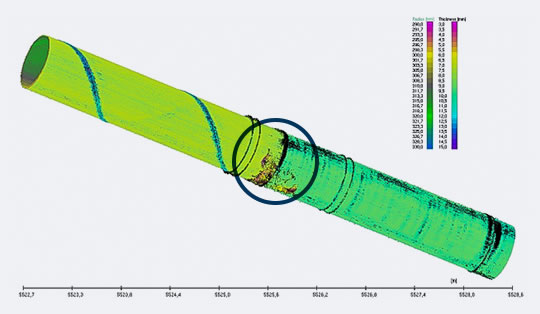
Figure 10 – Visualisation of a defect repaired by a sleeve based on ILI data

Figure 11 – A photograph of the defect before the sleeve installation
The operator might have thought that the situation was very critical based on the first look at the whole list of defects. In total, 525 defects were detected. However, a more detailed analysis revealed mainly minor manufacturing defects were present.
Only 65 notable defects were filtered out and only 11 defects were recommended to be dealt with promptly. The critical defects were located mainly in the sections where the pipeline coating was installed manually during construction. Without considering several substantial dents from the pipeline construction, the pipeline segment was in relatively good condition and was evaluated to be suitable for repairs.
Cathodic corrosion survey
The corrosion survey, conducted by Pearson method, revealed 43 coating defects at the segment between Sedlice and Borečnice. The locations of the coating defects and the significant corrosion defects corresponded with each other only near the village Čížová. Based on this finding it was concluded that except that location the cathodic protection was sufficient along the rest of the pipeline.